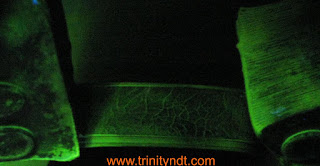
Lamellar tearing - useful information for candidates attending NDT Training

*In general occurs beneath the T-joint welds *can be observed in thick plates with poor through-thickness ductility *Usually occurs in large welds *Welding heats the steel and it expands and while cooling “Tears” the steel To experience Quality NDT training courses in NDT e-mail us your training requirements to: training@trinityndt.com, visit and enroll at www.trinityndt.com or call ' Course Director ' at +91 99009 29439